宁波熠欣传动件有限公司 精密铸造件|轴承|轴承座|机械精密铸造件
13905843883


2024-05-23 08:12:56
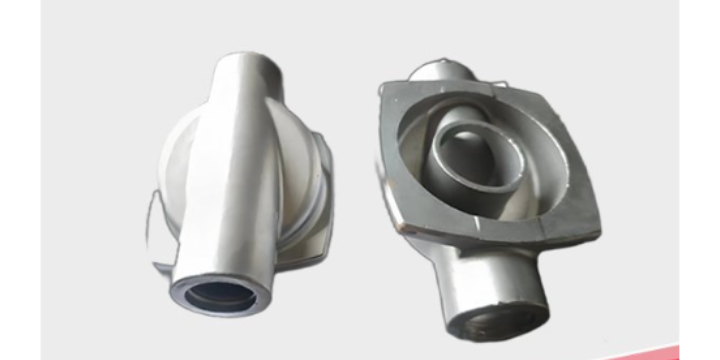
精密铸造件的交货时间通常需要30-50天,特殊铸件可能需要更长时间。精密铸造是一个涉及多个步骤的复杂生产过程,包括模具制作、熔化金属、冷却固化、去除外壳和清理等。这些步骤都需要精细的操作和严格的质量控制,以确保产品的精确度和质量。因此,普通的精密铸造件在安排生产后,一般需要30-50天的生产周期。这个时间是根据铸造件的复杂程度和生产工艺的不同而有所变化的。例如,一些特殊的深孔件或龙、头主体件等复杂铸件,其生产周期可能会更长。然而,精密铸造也有其优势,它可以明显减少铸造后的加工量,从而减少了劳动时间和交货时间。这意味着在一个交货周期内可以交付大量的产品,这对于客户来说是一个很大的优势,因为它可以帮助他们更快地满足市场需求。精密铸造件表面粗糙度低,通常需要经过抛光、喷砂或电镀等后处理工序。辽宁铝合金精密铸造件供应商

液体渗透测试:这种测试用于检查铸件表面的开口缺陷,如裂纹。通过将染料涂在铸件表面,染料会渗入开口缺陷中,然后清洗并施以显影剂,使得缺陷变得可见。尺寸检测:除了内部缺陷的检测,还需要对铸件的几何尺寸进行精确测量,以确保其符合设计要求。常用的设备包括三坐标测量仪和投影仪等。视觉检查:这是一种基本也是常见的检测方法,通常由有经验的检验员进行,他们会检查铸件是否有可见的缺陷,如裂纹、气孔、夹杂等。计算机辅助检测:随着技术的发展,基于光、声、电磁学的无损检测技术以及基于神经网络的铸件缺陷检测方法也在不断发展和应用,这些技术可以提高检测的准确性和效率。机械性能测试:虽然不属于非破坏性检测,但通过对铸件进行拉伸、冲击、硬度等机械性能测试,也可以评估其质量是否符合标准。金相分析:通过对铸件材料的微观结构进行分析,可以评估材料的晶粒大小、相组成等,这对于判断材料的性能非常重要。嘉兴铜合金精密铸造件供应商产品设计能力如何?能否根据我们的需求进行定制?

精密铸造是一种能够获得精、准尺寸和优良表面光洁度铸件的先进工艺。这种工艺通常包括熔模铸造、陶瓷型铸造、金属型铸造、压力铸造和消失模铸造等方式。这些方法各有特点,但共同的目的是提高铸件的精度和质量。具体来说,以下是一些关于精密铸造技术和设备是否先进的分析:技术先进性:熔模铸造(失蜡铸造)是精密铸造中的一种常用技术,它通过使用一次性的可熔模型来形成铸件,这种方法可以生产出尺寸精度高、表面细腻的铸件。这种技术相对于其他金属成型工艺来说,具有减轻毛坯重量、节约金属材料、降低生产成本和加工费用以及节省加工工时等优点。生产效率:精密铸造的设备通常是高度自动化的,这有助于提高生产效率和一致性。高效的生产线、热处理车间、表面处理车间以及机加工车间等配套设施,都能够确保生产过程的流畅和产品的高质量。
对于航空航天应用的特定合金材料,如钛合金和镍基合金,在精密铸造工艺中需要进行特殊考虑。这些合金通常具有高性能的特点,如高、强度、良好的耐腐蚀性和耐高温性能,但同时也带来了加工上的复杂性。以下是一些针对这些材料的特殊考虑:熔点和化学反应性:钛合金和镍基合金通常具有很高的熔点,这要求精密铸造过程中需要使用特殊的熔化设备和技术来确保能够达到足够的熔化温度。这些合金对气氛的反应性较强,容易在高温下与氧、氮、氢等元素反应,因此在熔化和浇注过程中需要特别注意防止污染。铸型材料选择:由于这些合金的温度特性,铸型材料必须能够承受极高的温度而不发生变形或损坏。陶瓷型铸造经常被用于这些材料,因为它提供了必要的耐高温性能。冷却和凝固控制:精密铸造过程需要仔细控制冷却和凝固过程,以避免内部应力和裂纹的产生。这可能涉及到复杂的冷却系统设计或热处理步骤。精密铸造如何用于制造微型化和高性能要求的电子器件部件?

在后处理工序中,有效去除壳模残留物而不损害精密铸件表面或几何精度的方法包括:震动去壳:使用震动脱壳机,通过震动的方式帮助壳模材料从铸件上脱落。这种方法效率高且经济,适用于大部分铸件的初步除壳工作。化学清洗:采用浸酸或其他化学溶剂来溶解壳模残留物。需要控制好化学剂的浓度和接触时间,以免对铸件表面造成腐蚀。抛丸清理:通过高速旋转的叶轮将丸料抛打到铸件表面,去除壳模残留物。抛丸清理对铸件表面的粗糙度有一定要求,需要根据铸件的材质和精度要求选择合适的丸料和抛射强度。喷砂处理:利用压缩空气将砂粒喷射到铸件表面,去除壳模残留物。喷砂可以精确控制砂粒的粒度和喷射压力,以适应不同精度要求的铸件。碱煮处理:将铸件置于碱性溶液中煮沸,利用化学反应去除壳模残留物。这种方法适用于一些难以清、除的残留物,但需要注意控制好温度和时间,避免对铸件造成损害。手工清理:对于特别复杂或敏感的铸件,可能需要手工进行清理,以确保不损害铸件的表面和几何精度。超声波清洗:使用超声波清洗机产生高频振动,配合适当的清洗液,可以有效去除微小的壳模残留物,同时对铸件表面伤害较小。模具设计与制作:如何设计高精度和高耐用性的模具,并选择适合的模具材料和加工技术?辽宁铝合金精密铸造件供应商
精密铸造件在航空航天应用中如何满足高温、高压和高应力的要求?辽宁铝合金精密铸造件供应商
精密铸造件的表面处理技术旨在提高其表面质量、改善性能以及增强耐用性。以下是几种常见的表面处理技术及其作用:机械打磨:使用磨料和抛光技术去除铸件表面的粗糙部分,获得平滑的表面。这有助于改善零件的外观以及去除可能存在的微小缺陷。化学处理:通过酸洗或碱洗等化学反应清理铸件表面,去除氧化皮、油污或其他污染物,为后续的表面处理工序作准备。热处理:表面淬火:采用火焰或感应加热的方式提升金属表面的硬度与耐磨性;退火或正火处理:用以减少内部应力、软化金属或改善机械加工性能。喷涂:应用涂覆材料如油漆、塑料或其他特殊涂层以增加耐腐蚀性、提供装饰效果或改变表面的摩擦特性。电镀:通过电流在金属表面上沉积另一层金属或合金,如镀铬、镍、锌等,增强耐蚀性和美观度。阳极氧化:特别适用于铝及其合金,能形成坚硬的保护氧化膜,用于提高耐腐蚀性和耐磨性。真空电镀(Vacuum Metalizing):在真空状态下对产品进行金属化处理,适用于多种材料,可以提供高质量、高亮度的保护层。辽宁铝合金精密铸造件供应商