杭州新星医药包装有限公司 铝箔封口垫片|咖啡铝箔封口膜|药用封口垫片|感应封口垫片
13754324839

2025-07-13 08:16:38
③适配不同容器材质:针对塑料瓶(如PET、HDPE),热封层与瓶身材料化学兼容性强,易形成 度粘合;针对玻璃瓶,则依赖瓶口水溶或热熔涂层(如EVA涂层)作为媒介,实现铝箔垫片与玻璃表面的间接粘合。5、铝箔封口垫片密封不良(漏封、虚封)表现为封口处出现缝隙、液体渗漏或气体侵入,漏封率超过行业标准(通常≤0.1%)。 原因:00001.热封参数不当:温度低于热封层熔点(如PE基垫片<120℃)导致未熔融,或压力不足(<0.2MPa)形成虚封;温度过高导致热封层融穿,铝箔与瓶口直接接触未形成完整密闭,产生漏液。 铝箔垫片的成本低于玻璃塞或金属旋盖密封方案。浙江食品用PET铝箔垫片生产厂家
药用铝箔封口垫片首要作用是确保药品在有效期内的质量不受影响,需具备 的阻隔性能,有效阻挡氧气、水分、微生物等外界因素对药品的侵蚀。像 类药品,极易受环境因素影响而变质,药用铝箔封口垫片良好的阻隔性可 延长其保质期。同时,在药品生产、运输及销售过程中,为防止不法分子投毒等恶意行为,药用铝箔封口垫片需具备一定的防伪、防盗功能,保障药品从生产到患者使用整个流程的安全性。 普通铝箔封口垫片主要用于食品、化妆品、日用品等领域。 江苏单片式铝箔垫片供应商铝箔垫片可通过复合镀铝膜降低成本,但阻隔性稍逊。

·解决措施:·严格控制热封温度≤230℃,并在设备中增加铝箔边缘保护装置(如陶瓷隔热条);·针对腐蚀性内容物,采用相应的抗腐蚀材料例如PE瓶采用 E高阻隔材料,或采用“铝箔+PET+PE”三层结构·确保热封层覆盖铝箔边缘≥1mm,边缘裸露率控制在0.1%以下。8、铝箔封口垫片热封不良率的预防与检测建议00001.首件检验:每班次生产前进行3项 测试——热封强度(剥离试验)、阻隔性能(压差法测氧气透过率)、外观尺寸(精度±0.2mm);00001.过程监控:通过机器视觉系统实时检测封口完整性(漏检率≤0.01%),并记录热封参数(温度、压力、时间)波动范围≤±2%;00001.失效分析:建立不良品数据库,采用5Why分析法追溯根本原因(如漏封问题:设备→参数→材料→设计逐层排查)。通过精细控制材料适配性、工艺参数及质量检测,可将铝箔封口垫片的综合不良率从行业平均3%降至0.5%以下, 提升包装安全性与可靠性。
铝箔颜色和表面处理方式多样,根据不同产品的包装设计需求而定,如有些食品包装会采用带有印刷图案的彩色铝箔封口垫片,以增强产品的吸引力。00001.标识:标识内容主要为产品品牌、规格、适用范围等基本信息,标识的清晰度和准确性要求不如药用铝箔封口垫片严格,且一般不具备防伪标识。 铝箔封口垫片的结构与工作原理铝箔封口垫片通常由粘封层、铝箔、弱粘层、纸板弹性体等部分组成。 在使用时,将铝箔垫片嵌入瓶盖内,使铝箔外露,然后将瓶盖旋紧在瓶体上。 电磁感应封口机的功率需与铝箔垫片厚度匹配。

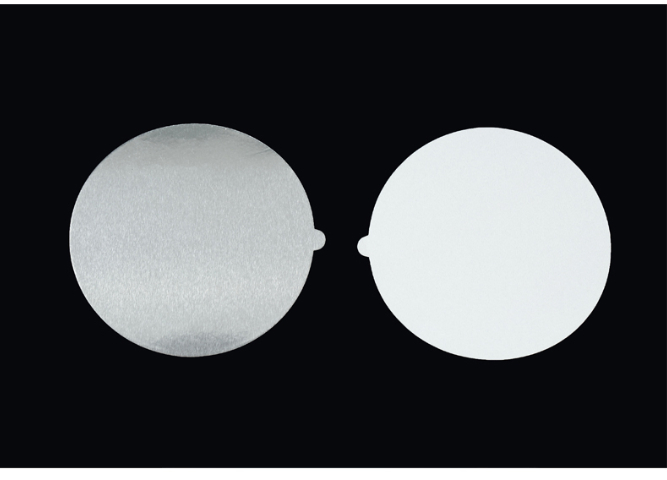
检测频率相对较低,通常采用抽检方式,对产品质量的把控相对宽松。如食品包装用铝箔封口垫片,主要检测其密封性能是否良好,能否有效防止食品受潮、变质等。 药用铝箔封口垫片00001.外观:外观要求严格,表面平整、光滑,无气泡、杂质、划伤等缺陷,以确保在封口过程中能与瓶口紧密贴合,形成良好的密封效果。铝箔颜色均匀,一般为银白色,展现出 的质感。00001.标识:通常印有药品相关信息,如药品名称、规格、生产厂家、生产日期、有效期等,这些信息清晰、准确,便于患者和监管部门识别和追溯。 铝箔垫片的热封强度需达到7N/15mm以上以确保密封可靠性。上海药用铝箔垫片定制
铝箔垫片的印刷油墨需采用无毒环保水性墨。浙江食品用PET铝箔垫片生产厂家
调整成型工艺:优化垫片的冲压或模压成型工艺参数,确保成型过程中铝箔受到的应力均匀分布。例如,合理控制冲压速度和模具温度,避免局部过热或应力集中。·进行预拉伸处理:在生产过程中,对铝箔进行适当的预拉伸处理。这可以使铝箔内部的晶粒结构更加致密均匀,提高其在高温下的抗变形能力。·控制使用和储存条件·控制封口温度:在进行封口操作时,根据垫片材料的特性和环境温度,合理调整封口温度。避免封口温度过高,使垫片在初始阶段就因过热而产生变形或性能下降。 浙江食品用PET铝箔垫片生产厂家